Уже давно в голове крутится мысль, что при наличии необходимых знаний и опыта – можно создать оборудование, с помощью которого можно пилить камни, а также делать в них отверстия.
Вообще моя мысль не нова и о ней говорили многие исследователи. Среди некоторых из них можно выделить Фон Дейникина, Андрея Склярова, Юрия Никитина и других. Многие говорили о том, что в древности люди обладали технологией, которая позволяла обрабатывать камни в промышленных масштабах. Нельзя отрицать инопланетную гипотезу постройки пирамид и других мегалитов древности, однако можно говорить и о вполне земной технологии.
Лично мне по нраву версия о некой высокотехнологичной цивилизации, которая со временем утеряла свои знания и опыт. Я решил представить, что смог бы сделать обычный человек нашего времени, если бы он оказался в прошлом с задачей обработать камень. Предположим речь идет об автоматическом сверлении отверстия в камне. Глупо отрицать бороздки, которые характерны для вращающегося инструмента, которые обнаружены в огромном количестве внутри отверстий скажем в Египте.
Если говорить словами Теслы, то мы находимся на дне энергетического океана и энергия буквально окружает нас повсюду. То есть проблем с энергией нет ни у нас, ни у человека древнего, а вот вопрос трансформации потенциальной энергии в кинетическую был всегда одним из важнейших.
Попробуем представить себе установку, которую можно собрать буквально из окружающих предметов с минимальным набором инструментов, которые можно было бы достать в древности.
Если предположить, что древние люди эпохи постройки пирамид освоили уже азы металлургии и могут изготавливать листы металла, то изготовить металлический бак, трубки и отдельные детали они вполне могли. Насыщать сталь углеродом «запекая» ее в глиняных саркофагах с углем они так же умели. Изготовить бак, налить в него воды и поставить на огонь я думаю тоже. Получив энергию пара – ее можно подать на крыльчатку турбинки, а используя деревянные втулки и масло – можно добиться высокой частоты оборотов.
В общем и целом – создание сверлильного или отрезного станка в древности вполне возможно, но надо обладать знаниями. Возникает логичный вопрос: где остатки станков и расходных материалов? На мой взгляд такого рода технологии были настолько секретны, что после постройки того или иного объекта – попросту уничтожались либо перемещались на другой объект. Такого рода технологии были уделом жрецов и врят ли простой люд знал о них.
konvenat.ru
Редкий древний напольный сверлильный станок
кому интересно, вот такой экземпляр в полный рост
Специально для Во2:
Нашёлся один товарищ, который продавал верхнюю часть точно-такого же станка (на заднем плане)
Так вот, товарищ этот, к сожалению станок уже продал, НО он вспомнил, что на заводе, где он работает, есть точно такой же напольный - т.е. комплектный, и на нём вроде бы есть шильдик. Спустя неделю он отзвонился и сказал, что бирка есть, но только верхняя часть. На ней, вроде как, написано МПП УССР. Бирка прямоугольная или квадратная, закреплена на верхней части станка с правой стороны (от сверловщика). Фоток, к сожалению нет, придётся верить ему и мне на слово.Однако есть и хорошая новость - я вспомнил где я уже встречал подобную бирку. В барахолке продавали старый сверлильный станок оригинальной трёхременной кинематической схемы, с подобной табличкой.
Правда на бирке не "МПП", а "ММП", но, думаю, это не существенно.Продавец утверждал что станок образца 1939 года. Однако есть сомнения.
Проведя некоторое исследование, выяснил:
З-д им. Фрунзе, Кабанье
http://ukrssr.ru/Lug...reczenskoe.html
Краснореченское (до 1973 г.— Кабанье) — поселок городского типа, центр поселкового Совета, железнодорожная станция Кабанье на линии Харьков — Ворошиловград (теперь - Луганск). Расположено на берегах реки Красной (левого притока Северского Донца), в 22 км от районного центра, в 4 км от автодороги Ворошиловград — Харьков. Дворов — 1,8 тыс., населения — 6,8 тыс. человек. Поселковому Совету подчинены села Бараниковка. Залиман, Площанка.В Краснореченском размещен станкостроительный завод им. Фрунзе союзного значения, выпускающий полуавтоматические металлорежущие станки. Основан в 1905 году, выпускал брички и чугунное литье; с 1925 года — чугунолитейный завод им. Фрунзе; с 1949 года — станкостроительный им. Фрунзе. Продукция завода отправляется во все республики Советского Союза и экспортируется в 17 зарубежных стран, в т. ч. в Болгарию, Румынию, Вьетнам, Турцию, Ливию, Сирию, Сомали.
Теперь о ММП УССР
https://ru.wikipedia...ская_Республика
УССРУкраинская Социалистическая Советская Республика была провозглашена как независимая республика 10 марта 1919 на III Всеукраинском съезде советов, прошедшем 6—10 марта 1919 года в Харькове, ставшем столицей УССР.
ММПhttps://ru.wikipedia..._промышленность
Местная промышленность (сокр.местпром) — обобщенный термин, который использовался в СССР и постсоветских странах в период перехода к рыночной экономике для обозначения предприятий местного значения. Эти предприятия рассматривались как отдельная отрасль экономики, охватывающая малые и средние предприятия — заводы, фабрики, производственные объединения, научно-исследовательские институты, проектно-конструкторские организации, предприятия бытового обслуживания населения и т. п. — обладавшие государственной или кооперативной формой собственности и чья продукция и услуги предназначались, как правило, для местного потребления. Основная задача местной промышленности заключалась в удовлетворении потребности населения в товарах народного потребления[1] — изделиях культурно-бытового назначения, хозяйственного обихода, производственного назначения. Также к местной промышленности относились художественные промыслы. Высококачественные сувенирные изделия предназначались для продажи в сети валютных магазинов внутри страны и за рубежом. Предприятия местной промышленности ориентировались на использование в производстве местных ресурсов сырья, материалов, отходов промышленного и сельскохозяйственного производств[2].
После упразднения совнархозов в 1965 году, экономические субъекты местной промышленности были переданы в ведение министерств местной промышленности республик Союза ССР (автономных республик) и экономических отделов местных органов государственной власти (исполкомы советов).
Таким образом получаем приблизительные даты выпуска последнего станка между 1965 и 1973 годами. Что соответствует косвенным признакам (ужасное литье, плохая послелитейная обработка и т.д.)
Можно предположить, что и первый станок принадлежит этой же "фирме"
Напоследок ещё одно фото, найденное в моих старых архивах.
Сообщение отредактировал AbraCadabra: 08 May 2015 - 21:48
www.chipmaker.ru
Советские сверлильные станки - как много в этих словах
При огромном количестве негативных отзывов о советской технике нельзя отрицать тот факт, что в станкостроении СССР достиг немалых высот, предложив мастерам выносливое и надежное оборудование. Причем это касается практически всех сфер станкостроения. Факт остается фактом – советские станки до сих пор верно служат тысячам мастеров по всей территории СНГ и за ее пределами. И это лишь доказывает то, что техника, спроектированная нашими инженерами, может похвастаться великолепными эксплуатационными характеристиками.
Советские сверлильные станки – отдельная категория металлорежущего оборудования. В соответствии с классификацией, признанной в СССР, они относятся к группе сверлильно-фрезерно-расточных агрегатов. В свою очередь технику из этой группы можно классифицировать по ряду других признаков.
Понять, к какой группе относится тот или иной аппарат, можно, если разбираться в специальных обозначениях (шифрах) моделей. Рассмотрим принцип построения этого шифра.
Как известно, название сверлильных станков в СССР формировалось из нескольких цифр и букв, каждая из которых несет в себе определенную информацию. Так первая цифра указывается на группу, к которой относится конкретный агрегат, а вторая цифра определяет тип машины. Третья и четвертая цифры необходимы для условного обозначения габаритов станка.
Кроме того, названия некоторых моделей могут содержать прописные буквы. Если буква стоит между первым и вторым числом в названии конкретного станка – это означает, что машина была усовершенствована по сравнению с предыдущей моделью. Если же буква в названии встречается в конце шифра, то она определяет следующие особенности агрегата:
П – говорит о повышенной точности стоящего перед нами советского сверлильного станка.
Г – информирует о том, что базовая модель была подвергнута ряду изменений.
Ш – это шифр, несущий в себе информацию о том, что техника может быть использована для широкого спектра задач.
Ц – шифр, говорящий о наличии в конструкции станка циклового программного управления.
Если агрегат укомплектован ЧПУ, то в конце шифра в названии он имеет букву «Ф» и идущую за ней цифру, которая может быть от 1 до 4. Единица обозначает модель с преднабором и цифровой индикацией. Двойка говорит о том, что агрегат укомплектован позиционной системой управления. Цифрой 3 обозначаются станки, оснащенные контурной системой. Мультифункциональные станки с ЧПУ и системой автоматической замены инструмента обозначаются четверкой.
Сверлильные станки СССР также классифицировались в зависимости от размера рабочей поверхности. Минимальным по габаритам вариантом был рабочий стол 200х800 миллиметров, а максимальным – 500х2000 миллиметров.
Сверлильные станки настольные в СССР тоже категорировались с учетом целевого назначения, типа устройства, особенностей компоновки рабочих столов и шпиндельных узлов. Немаловажным критерием классификации также был точность и уровень автоматизации процесса обработки заготовок.
Чтобы понять, что собой представляет сверлильное оборудование времен СССР, достаточно рассмотреть одну из наиболее популярных моделей, которая остается востребованной и в наше время. Этим мы и займемся в нашей статье ниже.
Модель 2М112
2М112 представляет собой настольный сверлильный станок, который производился на Кировском машиностроительном заводе. Эта с большой буквы сверлильная машина использовалась и продолжает использоваться тысячами мастеров для нарезания резьбы и сверления заготовок из самых разных металлов и сплавов.
Универсальностью 2М112 можно считать то, что он способен обрабатывать не только металлические, но также пластиковые, деревянные и другие заготовки. Это делает агрегат весьма полезным помощником на любом предприятии.
Техника с момента своего появления в далекие времена заполонила цеха крупных и мелких промышленных предприятий. Сегодня же ее можно встретить в многочисленных бытовых и ремонтных мастерских, где она исправно выполняет свою функцию. Кое-где оборудование все еще используется в крупномасштабном производстве, однако его моральное и физическое устаревание существенно ограничивает возможности применения в условиях массового производства.
Советский сверлильный станок 2М112 отличается простотой и одновременной надежностью конструкции. Агрегат весьма легок в освоении системы управления. Практика тысяч мастеров доказывает его долговечность, и по этому параметру с данной моделью могут посоревноваться немногие производители.
Предельный диаметр сверления для станка 2М112 составляет 12 миллиметров. Максимальное расстояние от стола до торца шпинделя – целых 400 миллиметров, а расстояние от стоек до вертикального шпинделя – 190 миллиметров.
Машина оснащена мощным электрическим двигателем в 550 Вт. Силовой агрегат обеспечивает максимальную частоту вращения шпинделя на уровне 4500 оборотов в минуту. При этом мотор агрегирован с надежной коробкой передач, позволяющей выбрать одну из пяти скоростей вращения шпинделя.
Габариты станка 2М112 составляют 795х370х950 миллиметров при массе всей конструкции 120 кг. Разумеется, такая машина не предназначена для мобильного перемещения из одного цеха в другой. Тем не менее, конструкция ее достаточно жестка для того, чтобы обеспечивать максимальную точность обработки самых разных заготовок. Учитывая эту ее особенность, можно смириться с большой массой
Выводы
Как видно на примере модели 2М112, сверлильные станки настольные СССР отличались массивностью, высокой надежностью и прочностью материалов. Практически все агрегаты укомплектовывались мощным двигателем, которого было более чем достаточно для работы с металлами и твердыми сплавами. Что интересно, советская техника, хотя и далека от совершенства, но весьма прочна и ремонтопригодна. Возможно, именно последние два ее качества объясняют тот удивительный факт, что многие модели, выпущенные десятки лет назад, продолжают функционировать и по сегодняшний день, выполняя любую поставленную мастером задачу.
Рекомендуем почитать
prostostanok.ru
Сверлильный станок. Виды. Устройство. Работа. Применение
Сверлильный станок – это оборудование, предназначенное для обработки отверстий в металле и прочих материалах. Устройство имеет схожий принцип действия с ручной дрелью, но обладает более усложненной конструкцией, которая позволяет проводить точную регулировку. Данное оборудование производится в различных модификациях в зависимости от предназначения. Для обеспечения сверления в станок устанавливаются расходные материалы – сверла, метчики, развертки или фрезы.
Где используется сверлильный станок
Станки для сверления являются распространенными в производстве и бытовом пользовании. Их можно встретить практически везде. Подобные станки часто имеют в своем распоряжении автолюбители, а также профессиональные слесари и столяры. Практически не существует ремонтного предприятия, среди оборудования которого нет сверлильного станка.
Использование данного оборудования позволяет выполнять различные функции:
Сверление отверстий.
Развертку.
Расширение диаметра.
Зенкование детали.
Нарезание резьбы.
Устройство станка
Любой сверлильный станок состоит из электродвигателя, зажимного патрона для фиксации насадок установленного на шпинделе, и механизма регулировки. В зависимости от сложности конструкции возможно проведение разного объема настроек. Самые простые станки позволяют проводить обработку отверстий в одном положение только вертикально. Более сложные конструкции имеют регулируемую подставку для крепления заготовок, что позволяет выставлять их под нужным углом, делая отверстия наискось.
У сверлильных станков зачастую передача вращения от двигателя на зажимной патрон происходит не напрямую через вал, а с помощью приводного ремня. Также интересным конструктивным решением является и то, что станина для регулировки глубины сверления производит движение не заготовки к патрону, а патрона с двигателем к обрабатываемой поверхности.
Даже самая простая конструкция станка позволяет точно регулировать глубину обработки. Благодаря жесткой фиксации вала, вращающегося с насадкой, обработка деталей осуществляется с высокой точностью и без образования биения, как это бывает при использовании ручной дрели. Кроме этого, мощность станков существенно выше, чем ручного инструмента, поэтому они способны работать с более толстыми и тяжелыми насадками. Благодаря этому, обеспечивается ускоренная обработка деталей.
Классификация станков по реализации
По реализации станки можно разделить на четыре группы:
Вертикально-сверлильные.
Радиально-сверлильные.
Горизонтально-сверлильные.
Многошпиндельные.
Вертикально-сверлильные являются одними из самых первых, которые начали применяться в производстве. Они бывают в различном исполнении, и обычно способны на обработку отверстий диаметром до 50 мм. Данное оборудование позволяет проводить регулировку только в вертикальной плоскости. Сама деталь закреплена или уложена неподвижно. Для поднимания или опускания шпинделя с патроном и сверлом используется зубчатая передача. В результате двигается и вертикально установленный двигатель, подсоединенный к шпинделю с помощью ремня. Электродвигатель обычно защищается кожухом, который блокирует попадание стружки.
Радиально-сверлильные работают практически по такому же принципу, что и вертикальные. Колонна для их крепления сделана из круглого вала, что позволяет проводить регулировку не только вверх и вниз, но и обеспечить движение по горизонтали. Фактически применяя такое оборудование можно проводить регулировку точки опускания сверла на самом станке, а не передвигать заготовку на столе или плите. Зачастую радиальная установка весит несколько тонн, и встречается только на крупных предприятиях и мастерских.
Горизонтально-сверлильные обычно используются для проделывания глубоких отверстий. Как правило, это тяжелое оборудование, которое имеет рельсу с площадкой для укладки заготовки. Конструкция станка позволяет двигать заготовку на сверло или наоборот направлять патрон с двигателем на обрабатываемую деталь. Это позволяет комфортно работать с заготовками различного веса и размера.
Многошпиндельные могут выполнять несколько задач. Каждая операция делается поэтапно. Подобные станки трудно спутать с другими разновидностями. Их особенность заключается в том, что они имеют несколько патронов. Как только один из них проделал требуемый объем работ, проводится быстрое приключение на другой, в котором закреплено нужное сверло, фреза или развертка.
Разновидности станков по предназначению
Сверлильный станок используется повсеместно, поэтому неудивительно, что его конструкция претерпела изменения под определенные цели.
Среди всего разнообразия сверлильного оборудования, можно выделить три категории станков:
Универсальные.
Для глубоких отверстий.
Специальные.
Универсальные предназначены для выполнения широкого перечня операций с металлами. Именно такое оборудование закупается при ограниченном бюджете, когда необходим многофункциональный инструмент позволяющий заменять, как можно больше узкоспециализированного оборудования. Универсальный сверлильный станок позволяет провести сверления заготовки, зенкование, а также нарезку резьбы. В его патрон можно закрепить тонкую цилиндрическую деталь и провести заточку или полировку прижимая напильник.
Станки для глубоких отверстий применяются исключительно для узкоспециализированной обработки однотипных деталей. Их можно встретить на промышленном производстве, когда на линии или конвейере требуется выполнение одной задачи, которая повторяется с большой частотой. Такое оборудование имеет мощный двигатель, позволяющий сверлить глубокое отверстие с минимальными затратами времени. Подобные станки тяжелые и дорогие, поэтому не нашли бытового применения в связи со своей узкой специализацией.
Специальные станки могут выполнять одновременно несколько однотипных задач. В отличие от оборудования для глубоких отверстий, они могут обрабатывать только один тип заготовок, который имеет определенную форму. Зачастую вставить любой другой предмет, чтобы проделать в нем отверстия или нарезать резьбу не удастся. Такие установки обеспечивают самую высокую скорость обработки и зачастую не выпускаются многосерийным производством. Для многих промышленных предприятий их делают под заказ, отталкиваясь от шаблона заготовки, которую станок должен подготавливать.
Разновидности между моделями станков
Станки одного типа могут отличаться между собой по нескольким критериям:
Массе.
Точности.
Уровню амортизации.
Мощности двигателя.
Частоте вращения шпинделя.
Чем тяжелее станок, тем более надежный механизм его регулировки и оказываемое давление, с которым сверло или фреза прижимается к обрабатываемой поверхности. Уровень точности и амортизации является важным критерием в обеспечении качественной обработки. Точность определяется чувствительностью механизма регулировки и уровнем бокового биения, которое наблюдается при сверлении. Что касается амортизации, то от ее жесткости зависит удобство работы, а также качество обработки. Со временем элементы амортизации изнашиваются, в результате чего появляются люфты. В связи с этим перед покупкой станка стоит обратить внимание на детали, которые позволяют проводить регулировку и поинтересоваться о наличии ремкомплектов.
Что касается мощности двигателя, то чем она выше, тем лучше. Выбирая сверлильный станок, стоит обращать внимание на соотношение мощности двигателя к корпусу устройства. Чрезмерно мощный станок на слабой подставке плохое сочетание. При сильной нагрузке возможно искривление механизма регулировки, что приводит к порче оборудования.
Обычно производитель в инструкции к станку указывает максимальную толщину насадок, которые можно в него вставлять, а также ограничения по углублению в заготовку. Данные рекомендации являются весьма условными, особенно если это касается глубины сверления. Многое зависит в первую очередь от используемого материала. Твердость металлов отличается. Мягкие отпущенные стали сверлить гораздо легче, чем закаленные заготовки. Стоит учитывать, что многое зависит не только от сверлильного станка, но и от используемых насадок. Чем жестче и качественнее сверла, метчики или развертки, тем лучший результат обработки.
Также станки отличается и по частоте вращения шпинделя. Это зависит от используемого редуктора. Большинство моделей имеют показатель в 2-3 тыс. оборотов в минуту. Поскольку для различных материалов требуется сверление с определенной скоростью для продления ресурса насадок, то необходимо проводить регулировку в зависимости от типа заготовки. В отдельных станках это возможно только путем изменения частоты вращения двигателя, в то время как в других это делается путем переключения редуктора на шпинделе.
Самодельные сверлильные станки
Вне зависимости от конструкции можно с уверенностью заявить, что любой сверлильный станок относится к дорогостоящему оборудованию. Конечно, бытовые модели стоят в десятки раз дешевле, чем многотонное оборудование для производства, но тоже далеко не дешевое. В связи с этим для выполнения простейших сверлильных задач многие умельцы делают станки самостоятельно на базе обычной ручной дрели. Для этого на тяжелой плите закрепляется одна или несколько вертикальных труб, которые служат в качестве направляющей. Дрель крепится обычными зажимами к скользящей трубке, одетой поверх направляющей. Для автоматического подъема инструмента обычно применяется пружина. Для опускания дрели она просто надавливается за стационарную рукоять сверху, преодолевая сопротивление пружины. Такой простейший инструмент позволяет проводить быстрое сверление вертикальных отверстий. При необходимости дрель всегда можно снять.
Также бывают и более совершенные конструкции. Часто вместо дрели используют старые ненужные двигатели в частности от стиральных машин и прочего бытового оборудования. Для более точной регулировки опускания и поднимания шпинделя зачастую применяют рулевую рейку от легкового автомобиля.
Похожие темы:
tehpribory.ru
Самодельный сверлильный станок из дрели своими руками.
Самым распространенным сверлильным станком можно считать, тот который выполнен из обыкновенной или электродрели. В таком станке дрель можно разместить как стационарно, так и сделать ее съемной. В первом случае кнопку включения можно перенести на сверлильный станок для большего удобства, во втором – дрель можно снимать и использовать как отдельный инструмент.
Компоненты для самодельного сверлильного станка:
Дрель;
Основание;
Стойка;
Крепление дрели;
Механизм подачи.
Сверлильный станок для домашней мастерской.
Основание (станину) для самодельного сверлильного станка можно сделать из твердого дерева, ДСП или мебельного щита, но лучше все же использовать швеллер, металлическую плиту или тавр. Для обеспечения устойчивости конструкции и получения хорошо результата станину необходимо делать массивной, чтобы она могла компенсировать вибрацию от сверления. Размер для деревянной сатины 600х600х30 мм, металлической – 500х500х15 мм. На основании станка должны присутствовать крепежные отверстия, что бы его можно было закреплять на верстаке.
Стойку для сверлильного станка можно сделать из бруса, круглой или квадратной стальной трубы. Также можно использовать старый каркас фотоувеличителя, старого школьного микроскопа или другого устройства подобной конфигурации имеющей большую массу и высокую прочность.
Дрель крепится при помощи хомутов или кронштейнов. Лучше использовать кронштейн с центральным отверстием, это позволить достичь более хороших результатов при сверлении.
Самодельный сверлильный станок своими руками.
Устройство механизма подачи дрели на станке.
При помощи этого механизма дрель может перемещаться вертикально вдоль стойки, она может быть:
Пружинной;
Шарнирной;
Схожей с винтовым домкратом.
В зависимости от выбранного механизма, нужно будет делать стойку.
На фото схемах и чертежах показаны основные типы конструкций самодельных сверлильных станков, на которых применяется дрель.
С пружинным механизмом: 1 — стойка; 2 — металлический или деревянный профиль; 3 — ползунок; 4 — ручная дрель; 5 — хомут крепления дрели; 6 — шурупы для крепления хомута; 7 — пружина; 8 — угольник для закрепления стойки 2 шт.; 9 — шурупы; 10 — упор для пружины; 11 — барашковый болт для крепления упора; 12 — основание станка.С пружинно-рычажным механизмом.С пружинно-шарнирным механизмом: 1 — станина; 2 — шайба; 3 — гайка М16; 4 — амортизационные стойки 4 шт.; 5 — пластина; 6 — болт М6х16; 7 — блок питания; 8 — тяги; 9 — пружина; 10 — болт М8х20 с гайкой и шайбами; 11 — патрон для сверла; 12 — вал; 13 — крышка; 14 — ручка; 15 — болт М8х20; 16 — державка; 17 — стойка; 18 — стакан с подшипником; 19 — двигатель.Самодельный станок из дрели с шарнирным бес пружинным механизмом.Стойка, работающая по принципу винтового домкрата: 1 — станина; 2 — направляющий паз; 3 — резьба М16; 4 — втулка; 5 — гайка, приваренная к втулке; 6 — дрель; 7 — ручка, при вращении которой происходит движение дрели вверх или вниз.Сверлильно-фрезерный станок: 1 — основание станка; 2 — опоры подъёмной плиты стола 2 шт.; 3 — подъёмная плита; 4 — ручка подъёма стола; 5 — подвижный держатель дрели; 6 — дополнительная стойка; 7 — винт фиксации держателя дрели; 8 — хомут крепления дрели; 9 — основная стойка; 10 — ходовой винт; 11 — барабан со шкалой Нониуса.Самодельный сверлильный станок из автомобильного домкрата и дрели.Каретка выполнена из мебельных направляющих.Мини-станок из списанного микроскопа.Основание и стойка из старого фотоувеличителя для самодельного сверлильного станка.Станок из ручной дрели: 1 — станина; 2 — стальные прижимы; 3 — пазы для крепления дрели; 4 — гайка крепления дрели; 5 — дрель; 6 — ползун; 7 — трубки направляющие.
Видео инструкция по созданию самодельного сверлильного станка своими руками.
Видео инструкция по созданию дешевого сверлильного станка из дрели своими руками. Станина и стойка выполнены из дерева, механизмом служит мебельная направляющая.
Пошаговая видео инструкция по изготовления сверлильного станка из старого автомобильного домкрата.
Как сделать пружинно-рычажную стойку для дрели на самодельный станок.
Пошаговая инструкция по изготовлению стальной стойки.
Самодельный сверлильный станок из рулевой рейки.
Рулевая рейка от автомобиля является достаточно массивным устройством, поэтому станина под нее должна быть массивной и крепится к верстаку. Все соединения на таком станке выполняются с помощью сварки.
Самодельный сверлильный станок из рулевой рейки.
Толщина основания должна быть около 5 мм, ее можно сварить из швеллеров. Стока на которую закрепляется рулевая рейка должна быть выше на 7 – 8 см. Крепится она через проушины рулевой колонки.
Так как такой самодельный станок становится массивным, блок управления им лучше вынести отдельно от дрели.
Видео сверлильного самодельного станка на основе рулевой рейки от автомобиля.
Порядок сборки такого самодельного станка:
Подготовка деталей;
Установка стойки на станину;
Сборка устройства перемещения;
Установка устройства на стойку;
Установка дрели.
Все места соединения должны быть надежно закреплены, желательно при помощи сварки. Если используются направляющие, то нужно сделать так чтобы не было поперечного люфта. Для большего удобства такой станок можно оснастить тисками для фиксации заготовки под сверление.
В магазинах можно найти и уже готовые под дрель стойки. При покупки стоит обращать внимания на размеры ее станины и вес. Зачастую недорогие конструкции подойдет только для сверления тонкой фанеры.
Самодельный сверлильный станок на основе асинхронного двигателя.
Заменить дрель в самодельном станке можно асинхронным двигателем, например от старой стиральной машинки. Схема изготовления такого станка сложная, поэтому лучше если ее будет делать специалист с опытом токарных и фрезеровочных работ, сборки электросхем.
Схема и устройство станка на основе двигателя от бытовой техники.
Ниже приведены все чертежи, детали и их характеристики, и спецификация.
Общий чертеж сверлильного станка на основе двигателя.
Таблица всех деталей и материалов необходимых для изготовления станка своими руками.
Поз.
Деталь
Характеристика
Описание
1
Станина
Плита текстолитовая, 300×175 мм, δ 16 мм
2
Пятка
Стальной круг, Ø 80 мм
Может быть сварной
3
Основная стойка
Стальной круг, Ø 28 мм, L = 430 мм
Один конец обточен на длину 20 мм и на нём нарезана резьба М12
4
Пружина
L = 100–120 мм
5
Втулка
Стальной круг, Ø 45 мм
6
Стопорный винт
М6 с пластиковой головкой
7
Ходовой винт
Тr16х2, L = 200 мм
От струбцины
8
Матричная гайка
Тr16х2
9
Консоль привода
Стальной лист, δ 5 мм
10
Кронштейн ходового винта
Лист дюралюминия, δ 10 мм
11
Специальная гайка
М12
12
Маховик ходового винта
Пластик
13
Шайбы
14
Четырёхручьевый блок ведущих приводных шкивов клиноременной передачи
Дюралюминиевый круг, Ø 69 мм
Изменение числа оборотов шпинделя выполняется перестановкой приводного ремня из одного ручья в другой
15
Электродвигатель
16
Блок конденсаторов
17
Блок ведомых шкивов
Дюралюминиевый круг, Ø 98 мм
18
Ограничительный стержень возвратной пружины
Винт М5 с пластмассовым грибком
19
Возвратная пружина шпинделя
L = 86, 8 витков, Ø25, из проволоки Ø1,2
20
Разрезной хомут
Дюралюминиевый круг, Ø 76 мм
21
Шпиндельная головка
см. ниже
22
Консоль шпиндельной головки
Лист дюралюминия, δ 10 мм
23
Приводной ремень
Профиль 0
Приводной клиновой ремень «нулевого» профиля, поэтому такой же профиль имеют и ручьи блока шкивов
24
Выключатель
25
Сетевой кабель с вилкой
26
Рычаг подачи инструмента
Стальной лист, δ 4 мм
27
Съёмная рукоятка рычага
Стальная труба, Ø 12 мм
28
Патрон
Инструментальный патрон № 2
29
Винт
М6 с шайбой
Консоль привода для самодельного сверлильного станка.Четырёхручьевый блок ведущих приводных шкивов.Блок ведомых шкивов.Ограничительный стержень возвратной пружины.Разрезной хомут.Консоль шпиндельной головки.
Шпиндельная головка имеют свою базу – дюралюминиевую консоль и создает поступательное и вращательное движение.
Чертёж шпиндельной головки для самодельного сверлильного станка.
Материалы и детали необходимые для изготовления шпиндельной головки.
Поз.
Деталь
Характеристика
1
Шпиндель
Стальной круг Ø 12 мм
2
Ходовая втулка
Стальная труба Ø 28х3 мм
3
Подшипник 2 шт.
Радиальный подшипник качения № 1000900
4
Винт
М6
5
Шайбы-прокладки
Бронза
6
Рычаг
Стальной лист δ 4 мм
7
Стопор ходовой втулки
Специальный винт М6 с рифлёной кнопкой
8
Гайка
Низкая гайка М12
9
Стационарная втулка
Стальной круг Ø 50 мм или труба Ø 50х11 мм
10
Подшипник
Радиально упорный
11
Разрезное стопорное кольцо
12
Концевая переходная втулка
Стальной круг Ø 20 мм
Шпиндель.Ходовая втулка.Стопор ходовой втулки.Стационарная втулка.Концевая переходная втулка.Сверлильная головка в собранном виде.Готовый самодельный сверлильный станок на основе двигателя от бытовой техники.
Подключение зависит от самого двигателя.
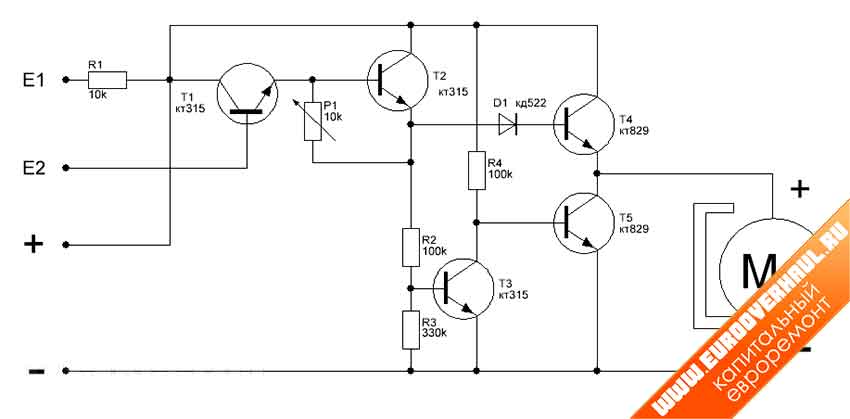
Простая электрическая схема для заводского станка 2М112.
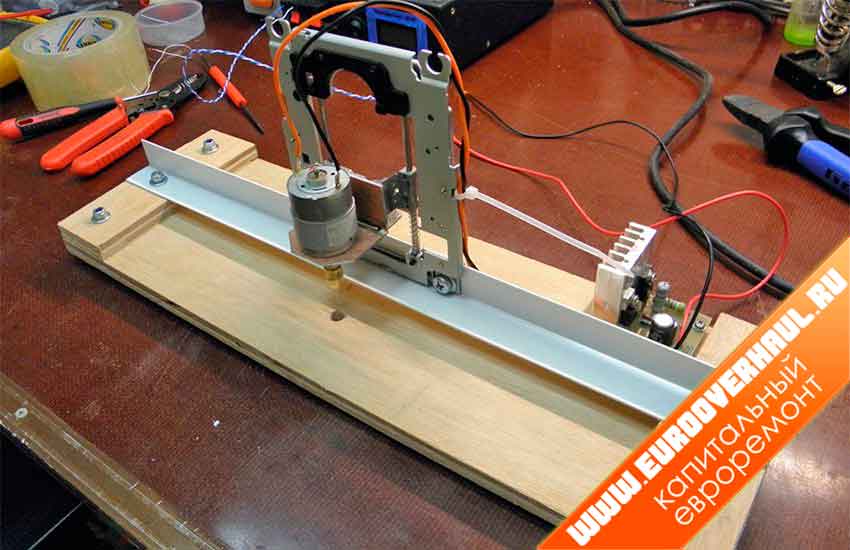
Как сделать сверлильный станок для печатных плат своими руками.
Для изготовления сверлильного станка для печати плат необходим привод маломощного устройства. В качестве рычага можно использовать механизм от резчика фотографий, паяльник. Подсветку места сверления можно сделать с помощью светодиодного фонарика. В общем этот станок богат на полет творческих мыслей.
Сверлильный станок для печатных плат своими руками.
Простая электрическая схема управления электромотором на самодельном сверлильном станке для печати плат.
Видео по изготовлению миниатюрно сверлильного станка для печати плат радиолюбителя.
eurooverhaul.ru
Наставленiе к разысканію и опознанiю дореволюцiонныхъ станковъ и раритетнаго оборудованія
Взяться за написание этого поста меня побудило то, что на заброшенных и реконструируемых фабриках и заводах народ часто натыкается на раритетные станки и механизмы исторической ценности огромной. Вообще удивительно, как они дожили до наших дней. Натыкается... и не понимает, что это перед ними. Это обсуждалось здесь: urban3p.ru/blogs/24631/comments/#comment468187 Поэтому я и решил сделать небольшой экскурс в историю фабрично-заводской индустрии, чтобы все желающие могли отличить станок изготовленный при Царе-Батюшке, от станка современного. А также проиллюстрировать интересными и увлекательными старинными картинками. Старинные станки, имеющие коллекционную ценность, имеют один основополагающий признак - у них есть шкив для трансмиссионного привода. Что это такое и для чего он нужен? Вы когда-нибудь задумывались, обращали внимание, что у старых фабрик/заводов ОБЯЗАТЕЛЬНО есть ТРУБА? Даже своеобразным символом индустрии она стала. Казалось бы, нафига труба текстильной, ткацкой фабрике? Или трикотажной? Или чисто механическому заводу, который никаких литеек-вагранок не имеет, с печами не работает? Воткнул в сеть станок и работай себе. Да, так. Это сейчас. Но ещё каких-нибудь несчастных лет 130 назад электричества не было. То есть в природе-то оно было, законы физики как бы не изменились. И в лабораториях учёных оно было. А вот электростанций - не было. Первый электросвет питался от огромных гальванических элементов и получался тоже в лабораторных условиях. А улицы и дома освещались газом и керосином. Куда станок "втыкать"? А ведь индустрия тогда уже была. И больше скажу, это был самый расцвет "индустриальной эры"! В промышленно развитых странах большинство простого населения было занято в фабрично-заводском производстве. А откуда энергия бралась? Как станки крутили? Паровыми машинами крутили, это со школы все знают. Паровую машину изобрели ещё на рубеже VIII-XIX веков. Но как одна паровая машина могла крутить станки ЦЕЛОГО ЗАВОДА или фабрики? А вот тут мы подходим к вопросу "для чего труба у каждой мелкой фабрички". Труба нужна была для мощнейшей котельной, снабжавшей паром огромные паровые машины. Они вырабатывали мощность с очень большим избытком. Механическую мощность, генераторов тогда не было.
Паровые машины от самых первых до самых современных для Брокгауза и Ефрона. Сильно УВЕЛИЧИВАЕТСЯ ПО КЛИКУ!
Почему с избытком? А потому, что крутящий момент от паровой машины передавался на станки с помощью валов и приводных ремней. Паросиловая установка находилась, обычно, в небольшом отдельном здании на территории фабрики/завода (меры безопасности на случай взрыва котлов, грамотно рассчитывать которые инженеры научились не сразу). От этого здания с паровой машиной к фабричным корпусам шли подземные галереи, в которых вращались огромные по длине и диаметру стальные валы. С помощью системы конических шестерней вращение от этих, горизонтально лежавших валов передавалось в подвале фабрики на валы, установленные вертикально. А те, в свою очередь, приводили в движение поэтажные горизонтальные валы, проложенные под потолком цехов. На этих валах были закреплены шкивы - колёса для приводных ремней. От этих колёс ремни спускались с потолка к шкивам станков, установленных на полу цеха. И крутили станки. Входишь в цех - целый "лес" дрожащих, бегущих ремней, от потолка к станкам...
Бельгийская FN (Fabrique Nationale d’Herstal, бельгийская оружейная компания, существующая до сих пор) 1900 год, токарный цех. Электричество мы видим только в освещении цеха.
Наиболее совершенные станки имели "контрприводы".
(вращение от трансмиссионного вала 1 со шкивами прямого 5 и обратного 6 хода передавалось на вторичный вал 2, со шкивами прямого 3 и обратного 4 хода. Обратный ход достигался за счёт перекрещивания ремня. Со ступенчатого шкива 8 основной трансмиссионный ремень 10 передавал вращение на ступенчатый шкив самого станка 9. С помощью рычага 7 можно было включать и отключать фрикционную муфту М - пуская и останавливая станок.)
Перекидывая приводной ремень по ступенчатому, коническому шкиву, можно было регулировать количество оборотов. Вот фотографии старинных цехов, с "контрприводами" на стенах:
Опять - из электричества только лампочки, все станки с механической передачей.
На переднем плане интересный станок - универсал. Токарно-фрезерный или токарно-сверлильный.
А здесь на переднем плане первые станки с электроприводом, он даже огорожен - зачатки борьбы за ТБ!
Очень опасной была система механической передачи в плане производственного травматизма - стоило случайно полой одежды угодить в шкив - и тебя, буквально, наматывало на станок, так что кишки наружу. А спецодежды тогда не было даже в Америке - рабочие работали в своём, выбирая на работу одежёнку похуже...
Но главное неудобство такой системы было в том, что при механической передаче терялось огромное количество энергии зря (помните, я упомянул про излишнюю мощность силовой установки?). Поэтому, как только электродвигатели подешевели настолько, что стало выгодно ставить их на станки - сразу стали ставить. Сначала ставили один электромотор на цех - а дальше привычная система валов и шкивов (да и станки были старые). Потом, по мере выпуска новых станков с индивидуальным электроприводом от трансмиссионных станков со шкивами стали избавляться. Этот процесс вполне завершился годах в 30-х. Понятно, что такой станок в наше время потрясающая редкость? Но у нас они до сих пор попадаются в цехах. Примеры с Урбана:
(С любезного разрешения автора people239)
(Автор снимка юзер ЖЖ k_alexander_b.)
Это происходит потому, что советская промышленная техносфера была до ужаса консервативна. Советские предприятия всегда до конца держались за привычные, отработанные технологии и оборудование. И старые станки не шли в чермет, а использовались в подсобных мастерских. Почему? А потому, что модернизация производства в СССР ничего кроме головной боли, не сулила ни главному инженеру, ни главному технологу, ни самому директору завода. Свободного рынка промышленного оборудования в стране НЕ БЫЛО ВООБЩЕ! Купить станки и прочее оборудование просто так завод не мог! Оборудование относилось к так называемым "материально-техническим фондам", которые не продавались, а распределялись государством. Захотел, к примеру, директор обновить производство и поставить новое оборудование. Значит он должен засылать своих снабженцев-толкачей по всем главкам и министерствам, чтобы те собирали кучи совершенно левых подписей чиновников, которым до этого конкретного предприятия и дела нет. Потом "выбивать" поставку оборудования, когда разрешение уже получено. Потом всё это нужно монтировать, устанавливать, а предприятие-то работает и все пуско-наладочные работы приводят к временному снижению производства, а то и к его прекращению. А у директора "план по валу". Его за это по головке начальство не погладит. Поэтому, все модернизации в советской экономике проходили "из-под палки", "по приказу сверху" и никак иначе.
Потому-то и уцелели у нас станки, за которые на любом европейском аукционе сходу дают 8-10 тысяч евро за самый простенький...
А теперь выложу ещё фотографии интересных старинных станков.
1906 год. Огромные токарники для обточки крупногабаритных деталей, с установленным приспособлением для одновременной проточки сразу двух больших деталей:
Даже такие гигантские станки в то время приводились в действие приводным ремнём.
А вот коллекция старинных станков в каком-то зарубежном музее:
Это ФРЕЗЕРНЫЙ станок, с центрами для полукруглого фрезерования.
Это он же, но с другого ракурса.
А это - сверлильный станок дизайна "Camel Back", "верблюжий горб" в переводе. Той же схемы и станки, недавно найденные в Питере (см. фото выше). Подробнее можно об этих станках прочесть здесь: www.beautifuliron.com/gs_drills_camelback.htm но, к сожалению, на английском.
Как "наложить лапу" на станок.
Я не буду никого призывать к "хабарятничеству", даже если Вы найдёте ценнейший станок XIX века. Хотя бы потому, что схабарить станок, весом иногда несколько тонн, проблематично физически. :) Однако, те, кто разрушает предприятие, его номинальные владельцы, с радостью пойдут Вам навстречу в большинстве случаев и отдадут старинный станок по цене металлолома. В среднем - 3-4 тыс. рублей за станок, повторюсь, стоимостью в среднем 10 тыс. евро на европейских аукционах. Это происходит потому, что сложившегося рынка "технического антиквариата" в России нет, продать его здесь за истинную цену невозможно. Потому их и безжалостно режут на металл... :(
Я дал фотографии основных типов станков (токарный, фрезерный, сверлильный) "доэлектрической эпохи", рассказал основное по технической истории промышленного производства с помощью этих станков. Теперь дело за читателями этого блога, я приветствую любые поправки, дополнения и уточнения. Интересную информацию из комментариев можно будет включить в основной пост, если редактирование закроется, то, надеюсь, Red поможет. Спасибо за внимание!
P.S. При написании этого поста я использовал фотографии, находящиеся в открытом доступе, фотографии, предоставленные пользователем этого ресурса, а также ранее написанным своим комментом - чтобы не писать заново.
urban3p.ru
Настольные сверлильные станки: характеристики, особенности
Настольные сверлильные станки получили самое широкое распространение и применяются начиная от домашних мастерских и заканчивая промышленным производством.
На нашем рынке можно встретить вертикально-сверлильные станки производства СССР, России, Китая и прочих стран. Советское оборудование находится достаточно в плачевном состоянии и морально устарело, покупают его, как правило, чтобы сэкономить.
Большую долю рынка занимает китайское оборудование. Распространенными брендами являются Proma, Jet, Optimum, Энкор Корвет, Калибр и др.
2Т118М Jet JDP-15M Proma VR-6DF
К настольным сверлильным станкам можно отнести вертикально-сверлильные станки, способные обрабатывает отверстия диаметром до 16 мм в черных и цветных металлах, а также дереве, пластике и др. распространенных материалах.
Основными параметрами при выборе будут:
максимальный диаметр сверления в стали;
ход шпинделя;
габариты рабочего стола;
количество скоростей привода;
мощность привода.
Напряжение питания двигателя (220 / 380 В).
Дополнительными преимуществами являются:
возможность подключения подачи смазочно-охлаждающей жидкости;
установки крестовинного стола;
наличие станочных тисков в комплекте поставки.
Настольно-сверлильный станок 2М112
Рассмотрим настольный сверлильный станок на примере советского образца 2М112.
Настольный сверлильный станок 2М112
2М112 применяется для обработки мелких заготовок из металла и дерева. На станке возможно производить сверление, рассверливание и нарезание резьб диаметром до 12 мм.
Сверлильный станок 2М112 можно встретить на территории бывшего СССР практически в любом учебном заведении, ремонтной мастерской или цеху. 2М112 массово выпускался на заводе «Практика» и «Жальгирис» в г. Вильнюс, а также производственном предприятии «Сельмаш» в г. Киров.
Без защитного кожуха — вид шкивов. Шкала перемещения шпинделя Максимальное низкое положение шпиндельного узла.
Аналогами станка 2М112 являются НС-12А, ГС2112, БС-01, ЕНС-12 и другое оборудование отечественного производства. Из китайских образцов можно выделить Optimum B13, Proma PTB-16B, Jet JDP-10.
По классификации ЭНИМС данная модель металлорежущего станка относится к группе сверлильных станков (цифра 2), буква А говорит нам что была проведена модернизация, относится к типу вертикально-сверлильных (цифра 1), наибольший диаметр сверления составляет 12 мм (цифра 12 в аббревиатуре). Класс точности Н – нормальный, т.е. допускается отклонение в 10 мкм.
Технические характеристики настольного сверлильного станка 2М112
Комплектация
В комплектацию станка входит клиновой приводной ремень, сверлильный патрон 16, а также по согласованию могли оснастить светильниками.
Опционально можно оснастить станок крестовым столом, тисками, револьверной головкой, системой подачи СОЖ, пневмогидравлической подачей.
Особенности станка 2M112
необходимо раз в 7 дней смазывать обработанные подвижные части станка;
имеется упор для сверления отверстий на одинаковую глубину;
возможность регулирования всех важных частей;
плита (стол) оснащается каналами для эффективного отвода СОЖ;
все электрооборудование скрыто внутри плиты;
основу шпиндельной бабки составляет чугунный корпус.
Кинематическая схема
Шпиндельный узел располагается в чугунном корпусе, в котором также установлен механизм натяжения ремней. За корпусом в вертикальном положении установлен электродвигатель на 380 В, вращение от которого передается через ременную передачу на шпиндель.
Схема шпиндельного узла 2М112 в разрезе
Шпиндель изготавливается из стали 45. Частота вращения меняется перекидыванием клинового ремня между ручьями шкива и диапазон может варьироваться в пределах от 450 до 4000 об/мин. Всего имеется пять ступений (скоростей).
Подача шпинделя осуществляется в ручную путем вращения рукоятки на 190 мм.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.




















 Сверлильный станок для домашней мастерской.
Сверлильный станок для домашней мастерской.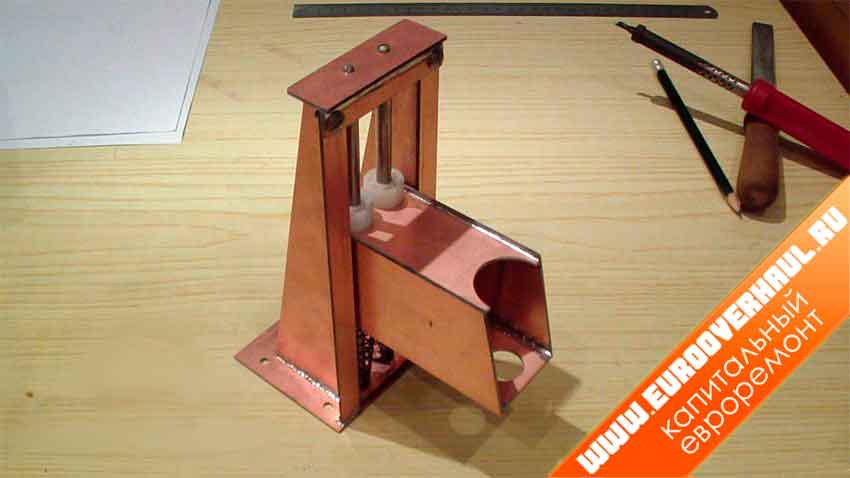 Самодельный сверлильный станок своими руками.
Самодельный сверлильный станок своими руками.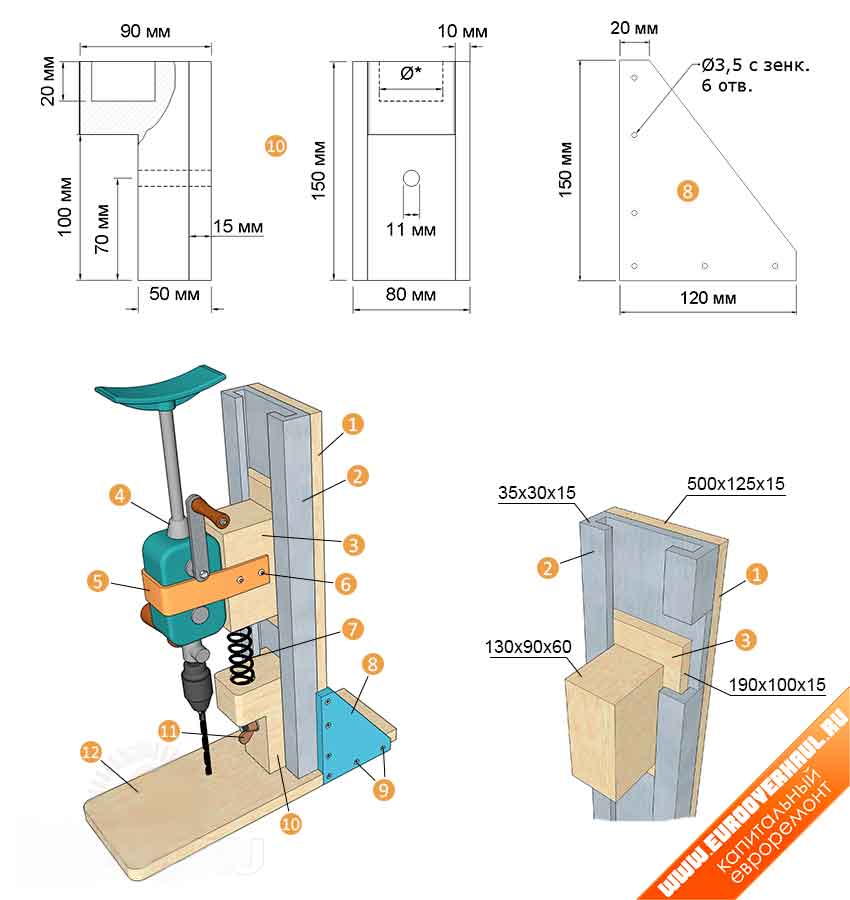 С пружинным механизмом: 1 — стойка; 2 — металлический или деревянный профиль; 3 — ползунок; 4 — ручная дрель; 5 — хомут крепления дрели; 6 — шурупы для крепления хомута; 7 — пружина; 8 — угольник для закрепления стойки 2 шт.; 9 — шурупы; 10 — упор для пружины; 11 — барашковый болт для крепления упора; 12 — основание станка.
С пружинным механизмом: 1 — стойка; 2 — металлический или деревянный профиль; 3 — ползунок; 4 — ручная дрель; 5 — хомут крепления дрели; 6 — шурупы для крепления хомута; 7 — пружина; 8 — угольник для закрепления стойки 2 шт.; 9 — шурупы; 10 — упор для пружины; 11 — барашковый болт для крепления упора; 12 — основание станка. С пружинно-рычажным механизмом.
С пружинно-рычажным механизмом.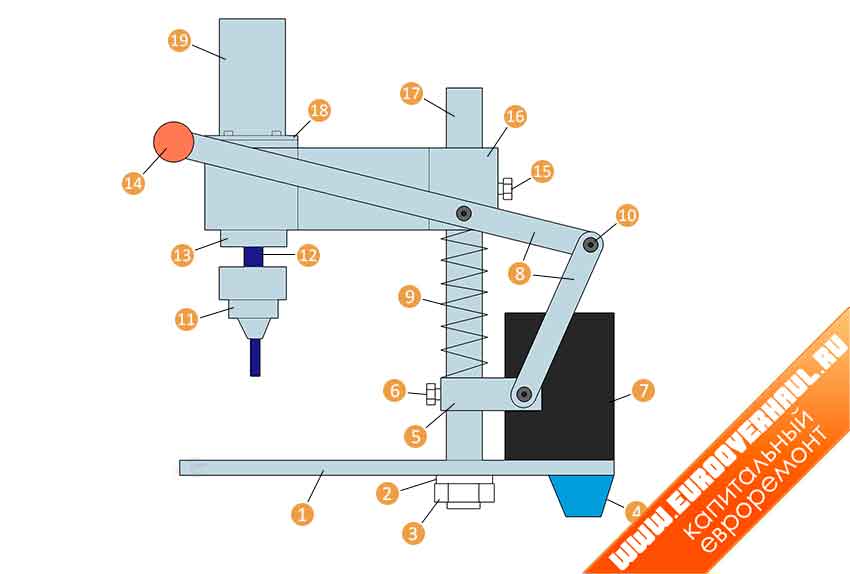 С пружинно-шарнирным механизмом: 1 — станина; 2 — шайба; 3 — гайка М16; 4 — амортизационные стойки 4 шт.; 5 — пластина; 6 — болт М6х16; 7 — блок питания; 8 — тяги; 9 — пружина; 10 — болт М8х20 с гайкой и шайбами; 11 — патрон для сверла; 12 — вал; 13 — крышка; 14 — ручка; 15 — болт М8х20; 16 — державка; 17 — стойка; 18 — стакан с подшипником; 19 — двигатель.
С пружинно-шарнирным механизмом: 1 — станина; 2 — шайба; 3 — гайка М16; 4 — амортизационные стойки 4 шт.; 5 — пластина; 6 — болт М6х16; 7 — блок питания; 8 — тяги; 9 — пружина; 10 — болт М8х20 с гайкой и шайбами; 11 — патрон для сверла; 12 — вал; 13 — крышка; 14 — ручка; 15 — болт М8х20; 16 — державка; 17 — стойка; 18 — стакан с подшипником; 19 — двигатель. Самодельный станок из дрели с шарнирным бес пружинным механизмом.
Самодельный станок из дрели с шарнирным бес пружинным механизмом. Стойка, работающая по принципу винтового домкрата: 1 — станина; 2 — направляющий паз; 3 — резьба М16; 4 — втулка; 5 — гайка, приваренная к втулке; 6 — дрель; 7 — ручка, при вращении которой происходит движение дрели вверх или вниз.
Стойка, работающая по принципу винтового домкрата: 1 — станина; 2 — направляющий паз; 3 — резьба М16; 4 — втулка; 5 — гайка, приваренная к втулке; 6 — дрель; 7 — ручка, при вращении которой происходит движение дрели вверх или вниз.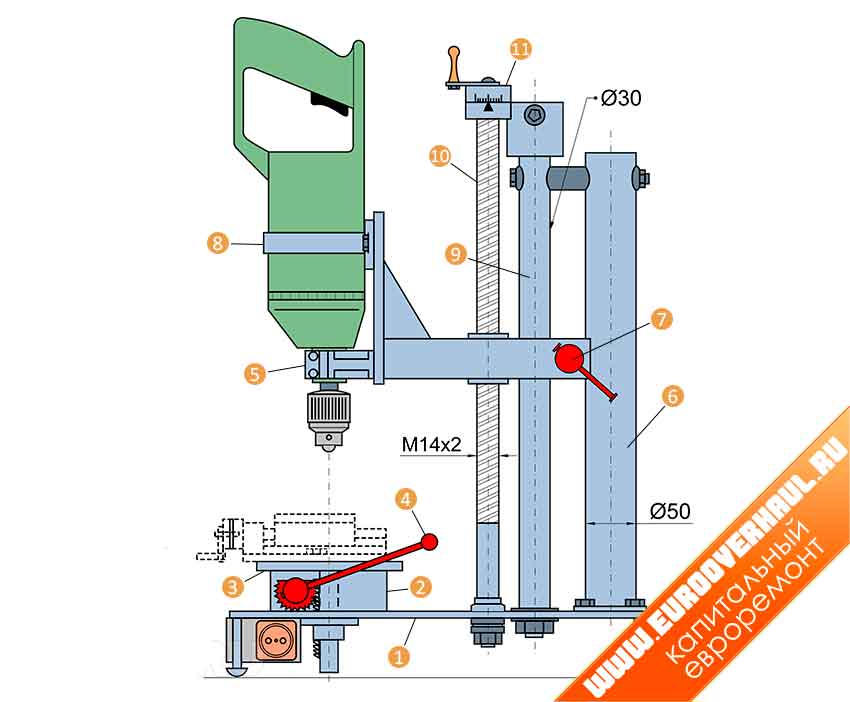 Сверлильно-фрезерный станок: 1 — основание станка; 2 — опоры подъёмной плиты стола 2 шт.; 3 — подъёмная плита; 4 — ручка подъёма стола; 5 — подвижный держатель дрели; 6 — дополнительная стойка; 7 — винт фиксации держателя дрели; 8 — хомут крепления дрели; 9 — основная стойка; 10 — ходовой винт; 11 — барабан со шкалой Нониуса.
Сверлильно-фрезерный станок: 1 — основание станка; 2 — опоры подъёмной плиты стола 2 шт.; 3 — подъёмная плита; 4 — ручка подъёма стола; 5 — подвижный держатель дрели; 6 — дополнительная стойка; 7 — винт фиксации держателя дрели; 8 — хомут крепления дрели; 9 — основная стойка; 10 — ходовой винт; 11 — барабан со шкалой Нониуса. Самодельный сверлильный станок из автомобильного домкрата и дрели.
Самодельный сверлильный станок из автомобильного домкрата и дрели. Каретка выполнена из мебельных направляющих.
Каретка выполнена из мебельных направляющих. Мини-станок из списанного микроскопа.
Мини-станок из списанного микроскопа. Основание и стойка из старого фотоувеличителя для самодельного сверлильного станка.
Основание и стойка из старого фотоувеличителя для самодельного сверлильного станка.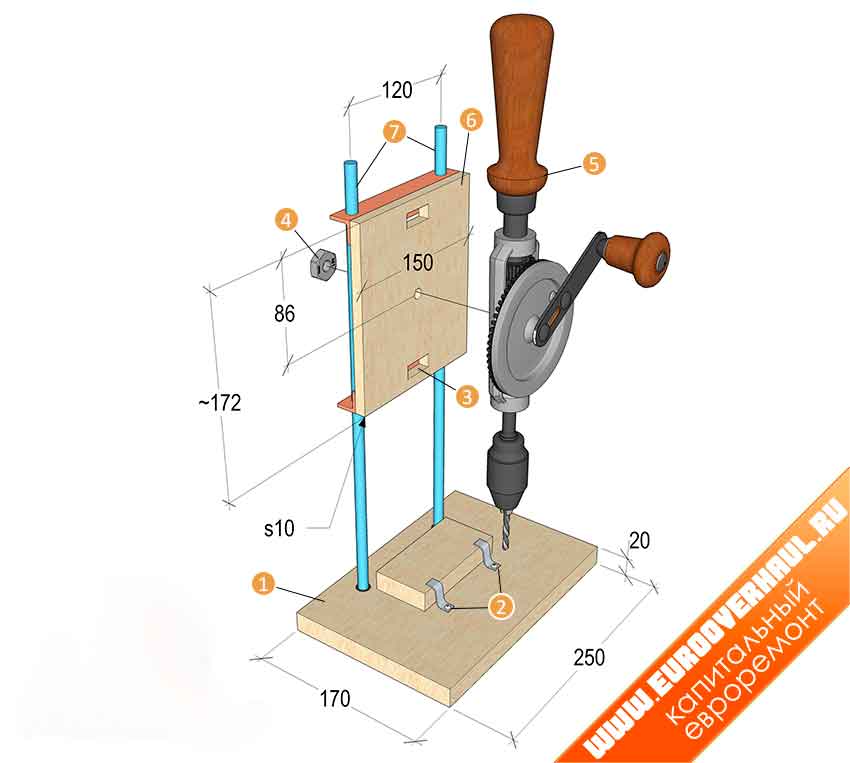 Станок из ручной дрели: 1 — станина; 2 — стальные прижимы; 3 — пазы для крепления дрели; 4 — гайка крепления дрели; 5 — дрель; 6 — ползун; 7 — трубки направляющие.
Станок из ручной дрели: 1 — станина; 2 — стальные прижимы; 3 — пазы для крепления дрели; 4 — гайка крепления дрели; 5 — дрель; 6 — ползун; 7 — трубки направляющие. Самодельный сверлильный станок из рулевой рейки.
Самодельный сверлильный станок из рулевой рейки.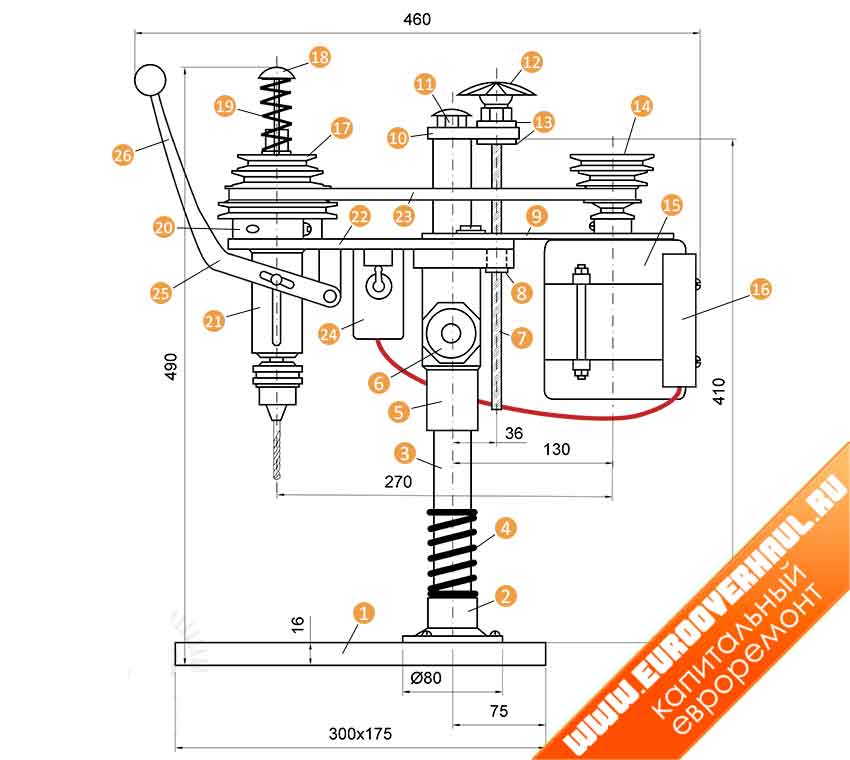 Общий чертеж сверлильного станка на основе двигателя.
Общий чертеж сверлильного станка на основе двигателя.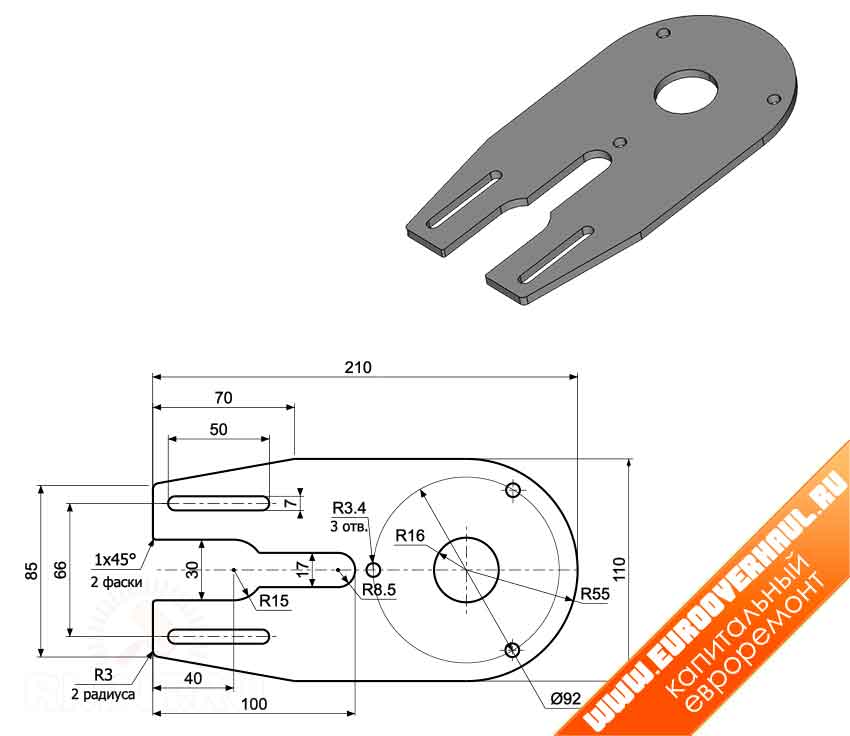 Консоль привода для самодельного сверлильного станка.
Консоль привода для самодельного сверлильного станка.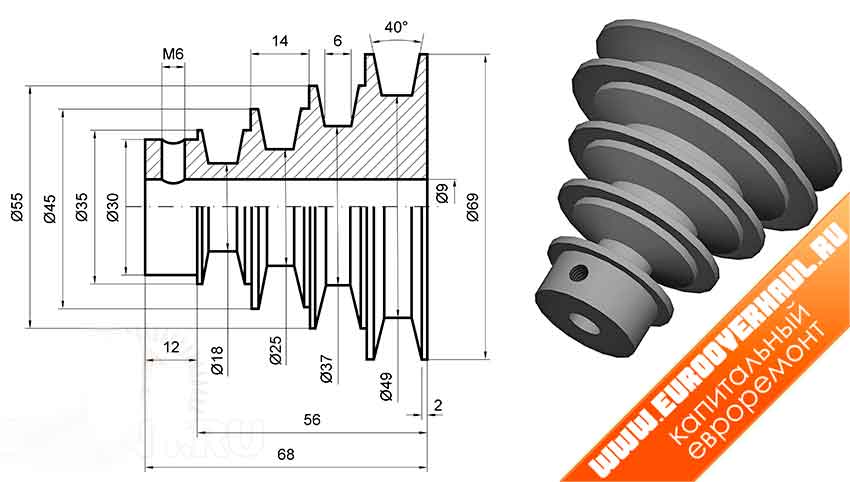 Четырёхручьевый блок ведущих приводных шкивов.
Четырёхручьевый блок ведущих приводных шкивов.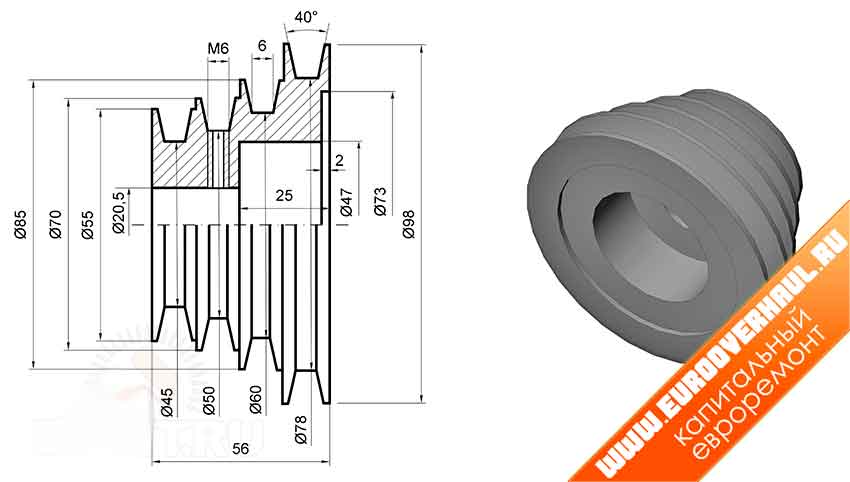 Блок ведомых шкивов.
Блок ведомых шкивов.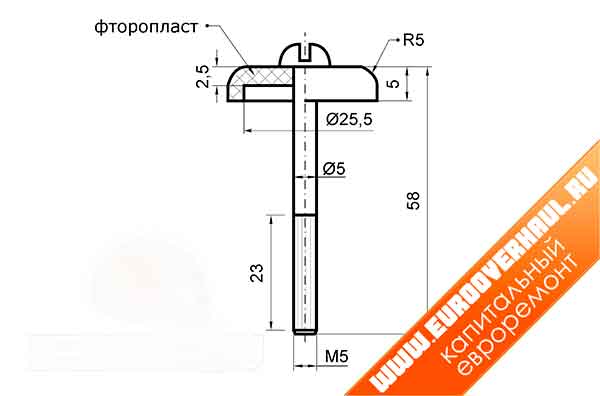 Ограничительный стержень возвратной пружины.
Ограничительный стержень возвратной пружины.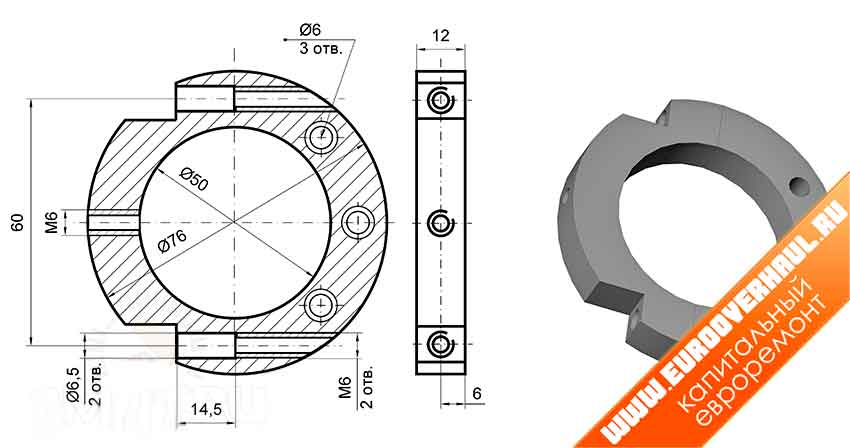 Разрезной хомут.
Разрезной хомут.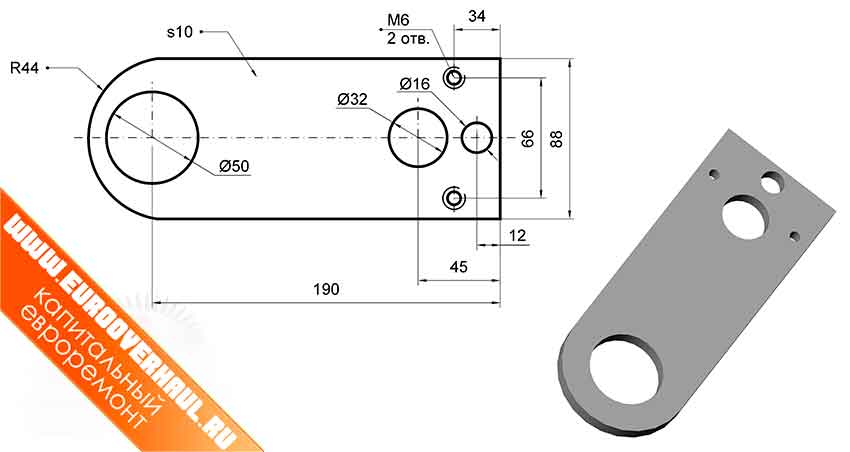 Консоль шпиндельной головки.
Консоль шпиндельной головки.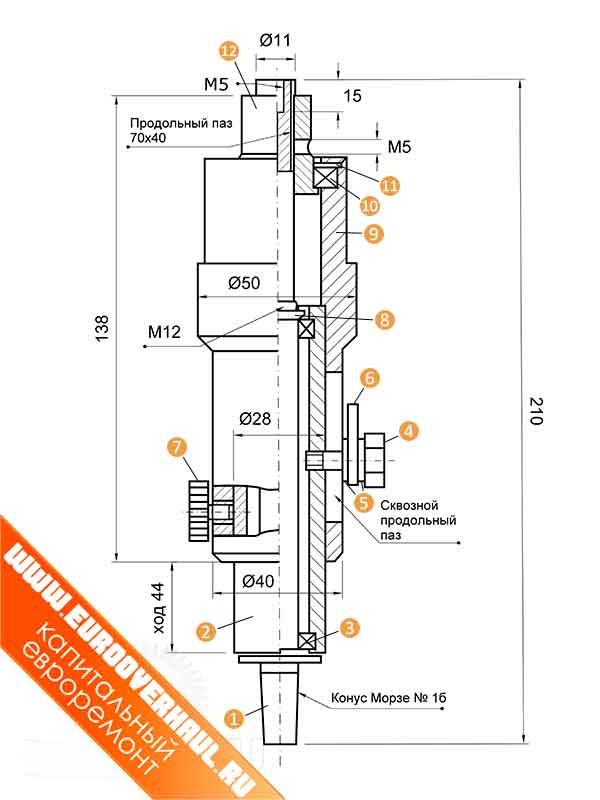 Чертёж шпиндельной головки для самодельного сверлильного станка.
Чертёж шпиндельной головки для самодельного сверлильного станка. Шпиндель.
Шпиндель.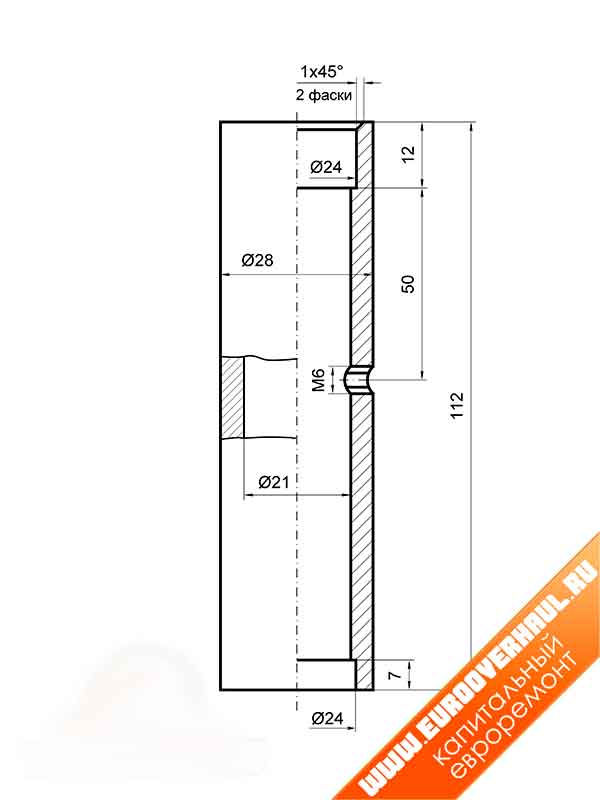 Ходовая втулка.
Ходовая втулка.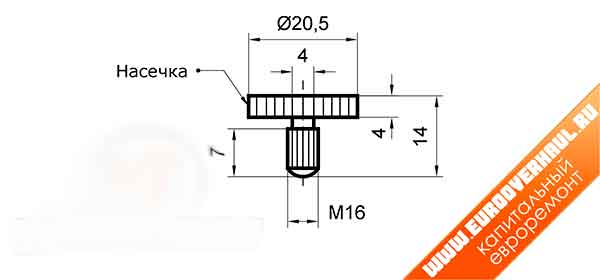 Стопор ходовой втулки.
Стопор ходовой втулки.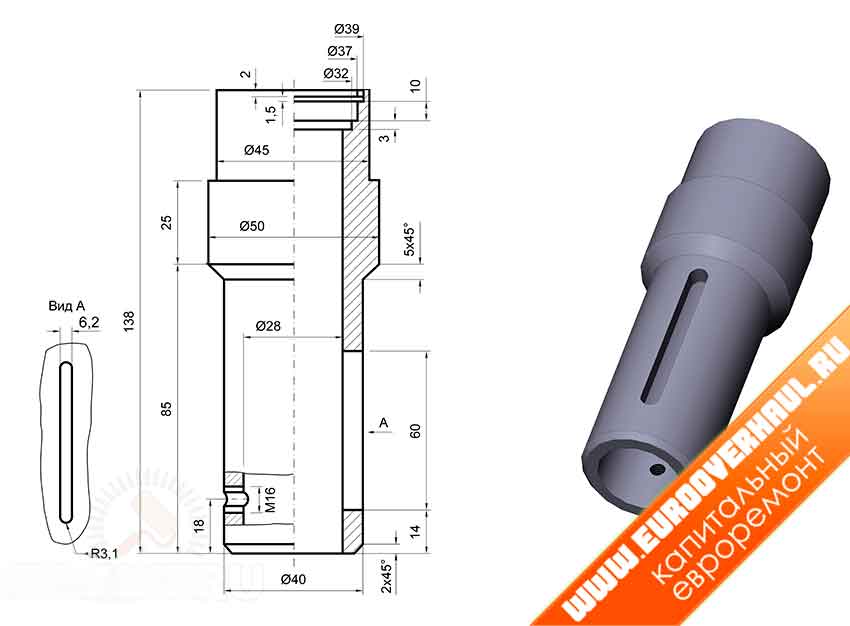 Стационарная втулка.
Стационарная втулка.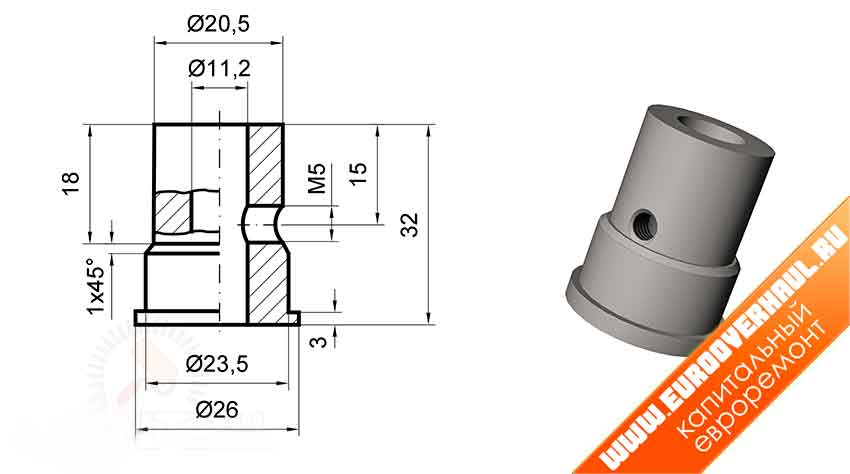 Концевая переходная втулка.
Концевая переходная втулка. Сверлильная головка в собранном виде.
Сверлильная головка в собранном виде. Готовый самодельный сверлильный станок на основе двигателя от бытовой техники.
Готовый самодельный сверлильный станок на основе двигателя от бытовой техники.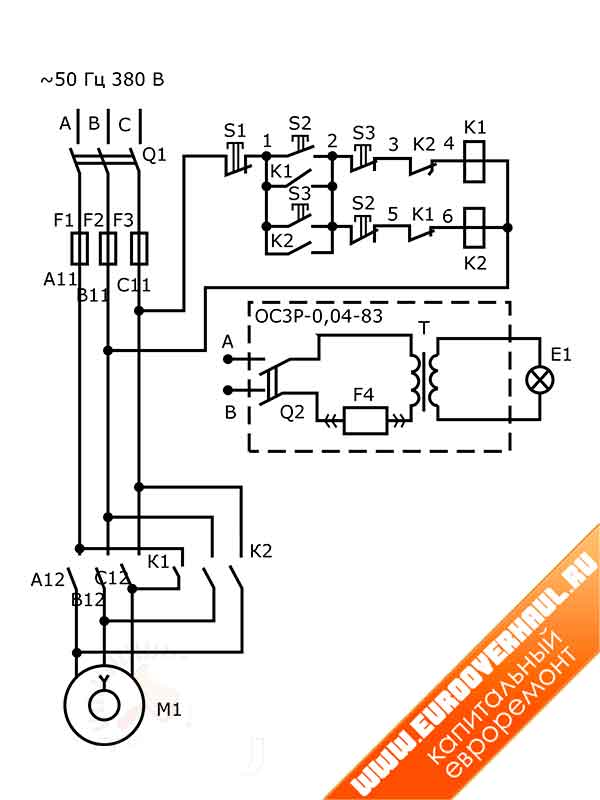 Простая электрическая схема для заводского станка 2М112.
Простая электрическая схема для заводского станка 2М112. Сверлильный станок для печатных плат своими руками.
Сверлильный станок для печатных плат своими руками.
 Простая электрическая схема управления электромотором на самодельном сверлильном станке для печати плат.
Простая электрическая схема управления электромотором на самодельном сверлильном станке для печати плат.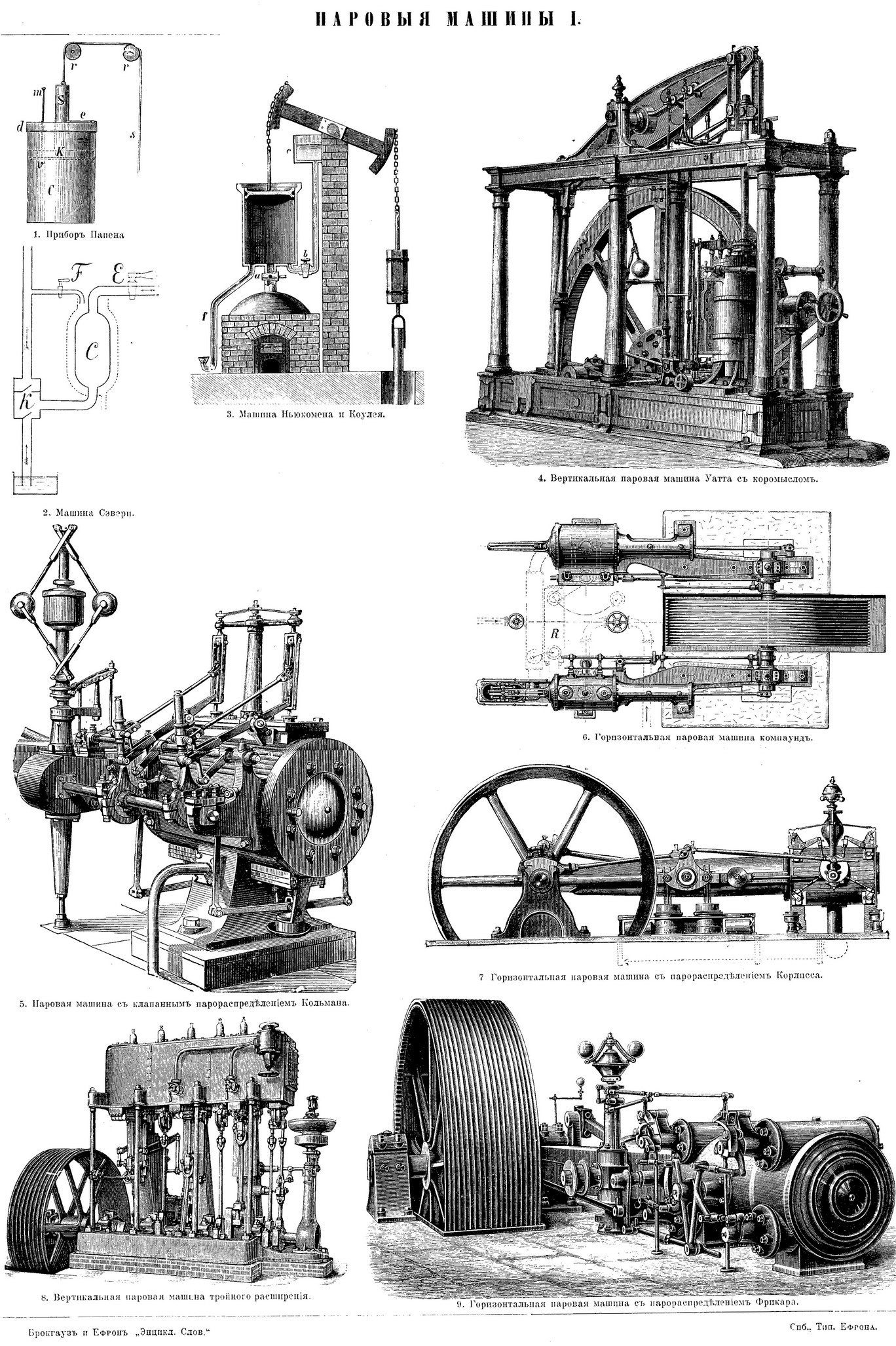 Паровые машины от самых первых до самых современных для Брокгауза и Ефрона. Сильно УВЕЛИЧИВАЕТСЯ ПО КЛИКУ!
Паровые машины от самых первых до самых современных для Брокгауза и Ефрона. Сильно УВЕЛИЧИВАЕТСЯ ПО КЛИКУ! Бельгийская FN (Fabrique Nationale d’Herstal, бельгийская оружейная компания, существующая до сих пор) 1900 год, токарный цех. Электричество мы видим только в освещении цеха.
Бельгийская FN (Fabrique Nationale d’Herstal, бельгийская оружейная компания, существующая до сих пор) 1900 год, токарный цех. Электричество мы видим только в освещении цеха. (вращение от трансмиссионного вала 1 со шкивами прямого 5 и обратного 6 хода передавалось на вторичный вал 2, со шкивами прямого 3 и обратного 4 хода. Обратный ход достигался за счёт перекрещивания ремня. Со ступенчатого шкива 8 основной трансмиссионный ремень 10 передавал вращение на ступенчатый шкив самого станка 9. С помощью рычага 7 можно было включать и отключать фрикционную муфту М - пуская и останавливая станок.)
(вращение от трансмиссионного вала 1 со шкивами прямого 5 и обратного 6 хода передавалось на вторичный вал 2, со шкивами прямого 3 и обратного 4 хода. Обратный ход достигался за счёт перекрещивания ремня. Со ступенчатого шкива 8 основной трансмиссионный ремень 10 передавал вращение на ступенчатый шкив самого станка 9. С помощью рычага 7 можно было включать и отключать фрикционную муфту М - пуская и останавливая станок.) Опять - из электричества только лампочки, все станки с механической передачей.
Опять - из электричества только лампочки, все станки с механической передачей. На переднем плане интересный станок - универсал. Токарно-фрезерный или токарно-сверлильный.
На переднем плане интересный станок - универсал. Токарно-фрезерный или токарно-сверлильный. А здесь на переднем плане первые станки с электроприводом, он даже огорожен - зачатки борьбы за ТБ!
А здесь на переднем плане первые станки с электроприводом, он даже огорожен - зачатки борьбы за ТБ!
 (С любезного разрешения автора people239)
(С любезного разрешения автора people239) (Автор снимка юзер ЖЖ k_alexander_b.)
(Автор снимка юзер ЖЖ k_alexander_b.) 1906 год. Огромные токарники для обточки крупногабаритных деталей, с установленным приспособлением для одновременной проточки сразу двух больших деталей:
1906 год. Огромные токарники для обточки крупногабаритных деталей, с установленным приспособлением для одновременной проточки сразу двух больших деталей: Даже такие гигантские станки в то время приводились в действие приводным ремнём.
Даже такие гигантские станки в то время приводились в действие приводным ремнём. Это ФРЕЗЕРНЫЙ станок, с центрами для полукруглого фрезерования.
Это ФРЕЗЕРНЫЙ станок, с центрами для полукруглого фрезерования. Это он же, но с другого ракурса.
Это он же, но с другого ракурса. А это - сверлильный станок дизайна "Camel Back", "верблюжий горб" в переводе. Той же схемы и станки, недавно найденные в Питере (см. фото выше). Подробнее можно об этих станках прочесть здесь: www.beautifuliron.com/gs_drills_camelback.htm но, к сожалению, на английском.
А это - сверлильный станок дизайна "Camel Back", "верблюжий горб" в переводе. Той же схемы и станки, недавно найденные в Питере (см. фото выше). Подробнее можно об этих станках прочесть здесь: www.beautifuliron.com/gs_drills_camelback.htm но, к сожалению, на английском. 2Т118М
2Т118М  Jet JDP-15M
Jet JDP-15M  Proma VR-6DF
Proma VR-6DF 
 Без защитного кожуха — вид шкивов.
Без защитного кожуха — вид шкивов.  Шкала перемещения шпинделя
Шкала перемещения шпинделя  Максимальное низкое положение шпиндельного узла.
Максимальное низкое положение шпиндельного узла. 



.jpg)